Autor
Autor
|
Thema: André's & finn's Wasserkühlergebastel (Gelesen 247332 mal)
|
|
|
|
|
|
|
|
|
Andreoid
Stichsägenquäler

Karma: +1/-0
 Offline Offline
Geschlecht: 
Beiträge: 60


|
tut mir leid dass ich hier etwas hab hängen lassen.. beschäftigt durch ein straffes studienprogramm gabs von uns erstmal nix neues.
statt in den semesterferien befinde ich mich jestzt im praxissemester bei einer sonermaschinenbaufirma. nächsten monat beginnt dann die bachelorarbeit. finn ist nun auch im studium und hat jetzt seine ersten klausuren hinter sich 
dann knüpfe ich direkt mal an das vorhergehende an:
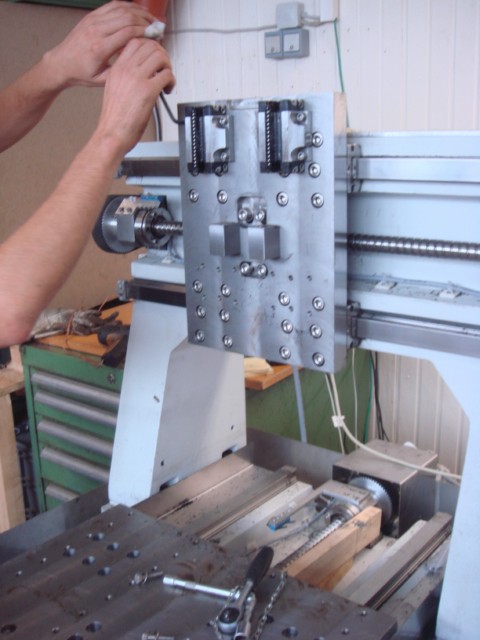
Damit sich die neue selbstbau CNC auch bewegt, braucht diese eine Steuerung.
Und wenn der Finn das baut dann sieht das so aus:

das sieht etwas aus wie UraltPC .. hat aber eine ganz andere Aufgabe als ein Computer.
Nämlich den Antrieb und die Lagerregulierung der drei Achsen der CNC.
Im linken Bereich kann man ein paar Kondensatoren sehen,..das gehört aber alles nur zur Stromversorgung.
Das interessante sind die 3 Platinen rechts mit den schwarzen Kühlkörpern,..
das sind die Servosteuerungen für die Motoren der drei Achsen.
Um zu wissen, in welchem Winkel die Servomotoren überhaupt stehen,
braucht man eine extra Datenleitung zu einem Incremelntalwinkelgeber. Die sieht man hier rechts im Bild.
.JPG)
diese Datenleitungen gehen zu den Incremelntalwinkelgebern der Motoren, welche so aussehen:
.JPG)
Incremelntalwinkelgeber arbeiten mit Sensoren, die über eine Scheibe mit Löchern
die Veränderung der Lage über ein signal weitergeben.
Die wurden dann in ein rundes Schutzgehäuse gepackt und mit einem Dsubstecker versorgt.
.JPG)
so sieht dann der fertige Motor aus:
.JPG)
das Ganze dann vier mal:
.JPG)
Der Incremelntalwinkelgeber am Motor reicht jedoch nicht um eine Ãbersicht
über die komplette Lage der Achsen zu erhalten.
Man benötigt noch je Achse einen Referenzschalter am Ende des Verfahrwegs.
Dafür haben wir diese kleinen blauen Schalter genommen:
.JPG)
Die wurden dann mit einem Halter aus Alu an einen der Lagerblöcke geschraubt:
.JPG)
der Erste ist der Referenzschalter, und der Zweite ist ein Notausschalter,
dass die Maschine sich nicht selbst kaputtfahren kann.
Hier ist noch ein Notausschalter:
 .JPG" alt="" width="" height="" border="0" /> .JPG" alt="" width="" height="" border="0" />
Bei der Zachse mussten aufgrund der beengten Platzverhältnisse
etwas kompliziertere Halter angefertigt werden.
.JPG)
eine recht knappe Angelegenheit
.JPG)
|
|
|
|
|
 Gespeichert
Gespeichert
|
|
|
|
Andreoid
Stichsägenquäler
Karma: +1/-0
Offline
Geschlecht:
Beiträge: 60
|
Heute gibts Bilder mit grünstich! Passend zur Ostereiersuche im Grünen -.-
Hatte vor kurzem ein ASUS P8P67 Deluxe hier bei mir von einem User aus dem PCGH Forum.
Bin momentan ein bisschen sehr für die FH eingespannt, deswegen gibts nur kurze Kommentare und ein recht späten Post.
hier das Board mit Lukü

unter dem linken Spawa lohnts sich richtig,...

....der ander ist ein Witz 
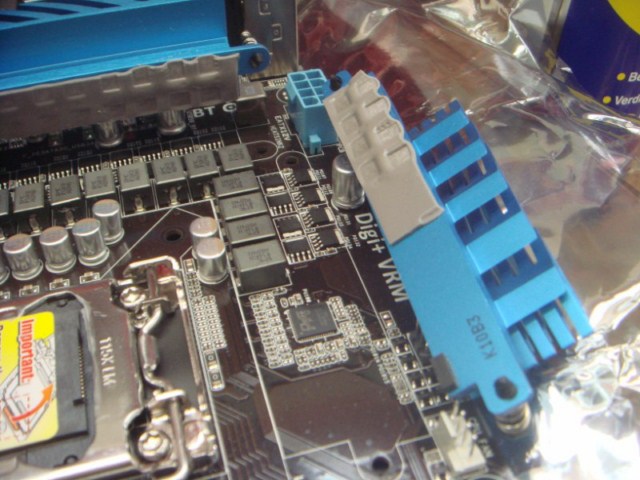
Die ehemalige NB hat auch nicht viel an Chips zu bieten,...
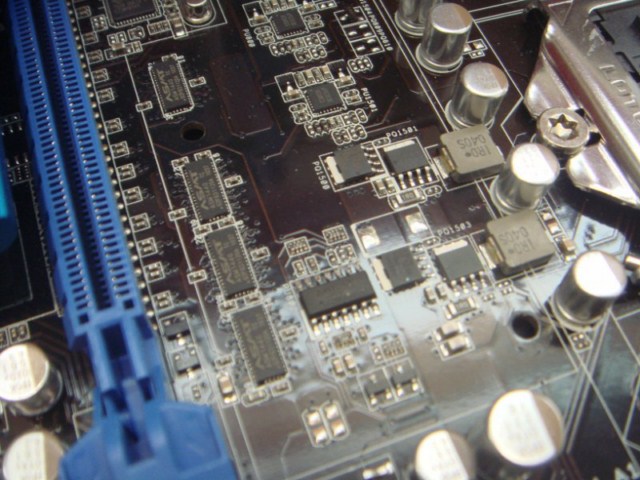
...aber wenn da schon eine Heatpipe drauf ist machts wohl Sinn dass
im lüfterlosen Betrieb auch mit Wasser zu kühlen. Testen, ob es auch ohne Kühler geht,
das kann ich das nicht, dazu hab ich hier nicht genug Hardware rumliegen.

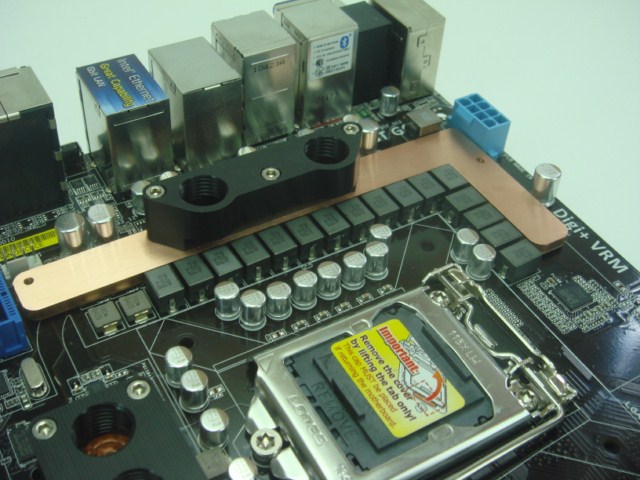
komplett versorgt,.. mit NBSB006, UCD nano und PWM041

wie gesagt, Grünstich -.-

der PWM Kühler erstreckt sich oben um die Ecke zu den kümmerlichen Ãberresten an Mosfets
der PWM041 müsste auf folgende Boards passen:
ASUS P8P67 Deluxe Rev 3.0
ASUS P8P67 Deluxe
ASUS P8P67 Evo Rev 3.0
ASUS P8P67 Evo
ASUS P8P67 LE Rev 3.0
ASUS P8P67 LE
ASUS P8P67 Pro Rev 3.0
ASUS P8P67 Pro
ASUS P8P67 Rev 3.0
ASUS P8P67
ASUS P8P67 WS Revolution Rev3
ASUS P8P67 WS Revolution
.....
alle Kombinationen findet man aber auch nochmal in unserer Kompatibilitätsliste wieder:
http://www.anfi-tec.de/Kompatibilitaetsliste.pdf
---------------------------------------------------------
---------------------------------------------------------
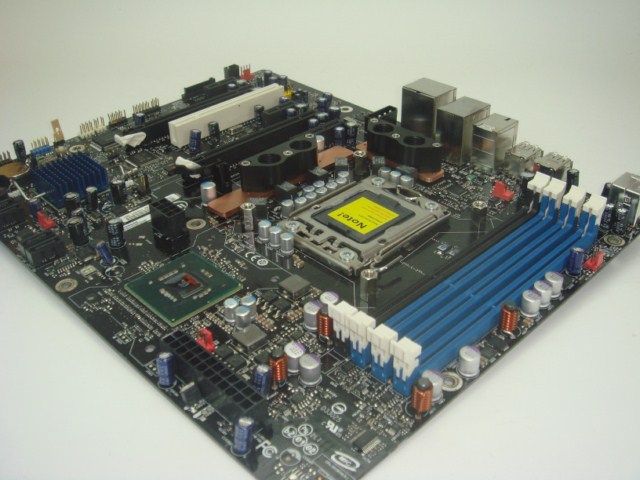
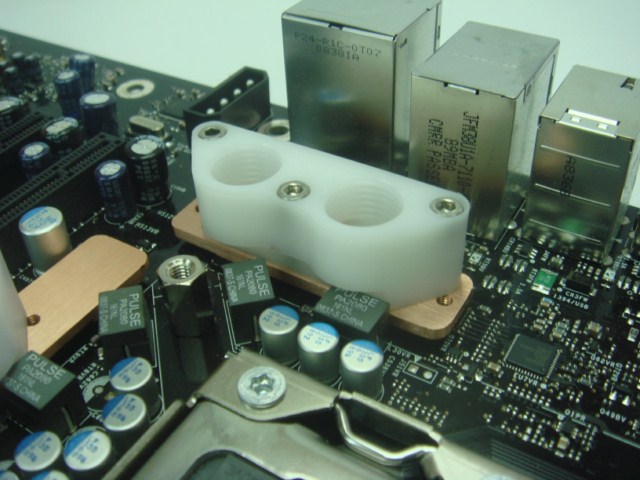
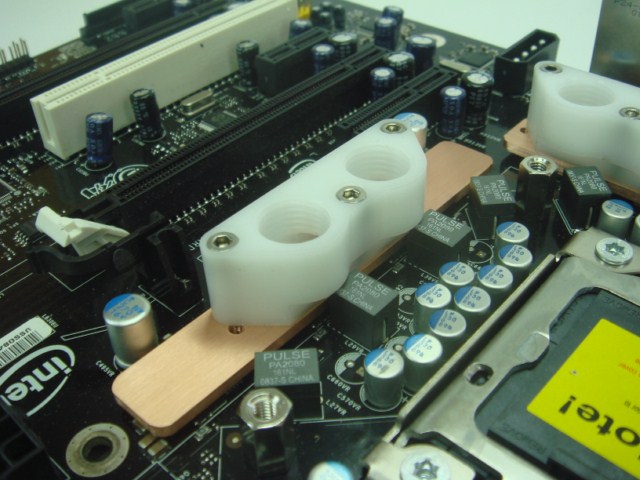
und weils heute Schlag auf Schlag gehen muss gleich noch eine Vorstellung von einem anderen Board.
ich denke das ist nicht so häuft vertreten wie das Asus P8P67,...
ein Intel X58SO Smackover von jemandem aus dem Meisterkühlerforum:
beide zusammen in schwarz
kleiner Kühler schwarz

groÃer Kühler schwarz
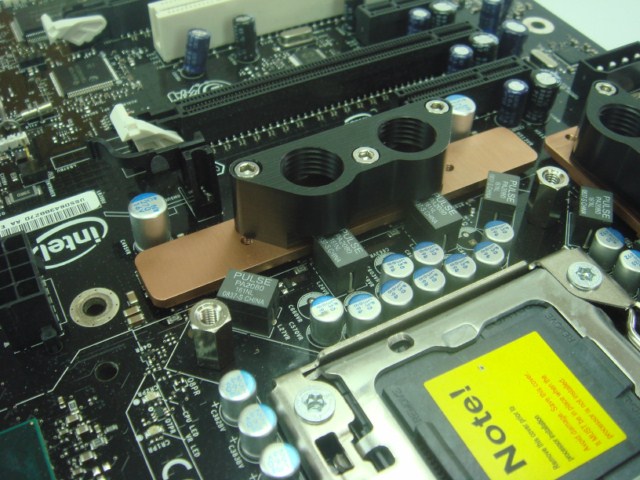
beide zusammen in weiÃ

kleiner Kühler weiÃ
groÃer Kühler weiÃ
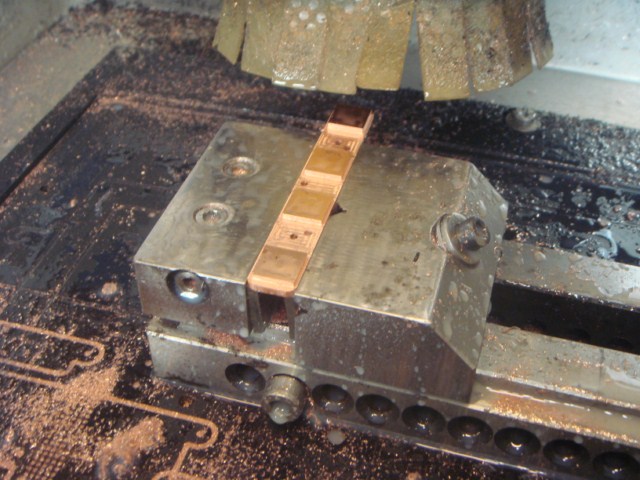
hier mal zwei Bilder aus der CNC-Bearbeitung
Rohling umgedreht im Schraubstock:

Unterseite fertig bearbeitet
... wie gesagt.. kurz und knapp heute.
Ich wünsch euch jetzt schon mal ein paar nette Ostertage.... und Dicke bunte Eier
|
|
|
|
|
Gespeichert
|
|
|
|
Andreoid
Stichsägenquäler
Karma: +1/-0
Offline
Geschlecht:
Beiträge: 60
|
Mittlerwiele machen die Maschinen und vor allem die drei PCs ne ganz schöne Abwärme in der Werkstatt.
Im Winter wars okay, aber im Sommer wurd das einfach zuviel.
Dewegen haben wir ne Zeit lang bei eBay nach Lüftungssystemen Ausschau gehalten.. und wir haben auch etwas passendes gefunden.
Haben ein paar Röhren mit Verteilereinsätzen, und 2 groÃe Rohrventilatoren ersteigert.
Hier auf dem Bild haben wir auf der Fensterseite das erste Rohr durch eine Seitenwand geschoben.
Passt genau zwischen der Lampe vorbei, und verdeckt den hässlichen oberen Balken.
.JPG)
.JPG)
für das zweite Rohr schon mal das Lochband befestigt.
.JPG)
Rechts hinten an der Wand einhängen,
.JPG)
und dann das Lochband rumlegen.
.JPG)
Hält.
.JPG)
dann das linke Rohr ranschieben und beide Rohre verbinden.
.JPG)
die Rohre können noch gedreht werden, nach links und rechts hin sind se aber fest.
.JPG)
Einmal unsere Werkstattlänge aus Rohrsicht ^^
.JPG)
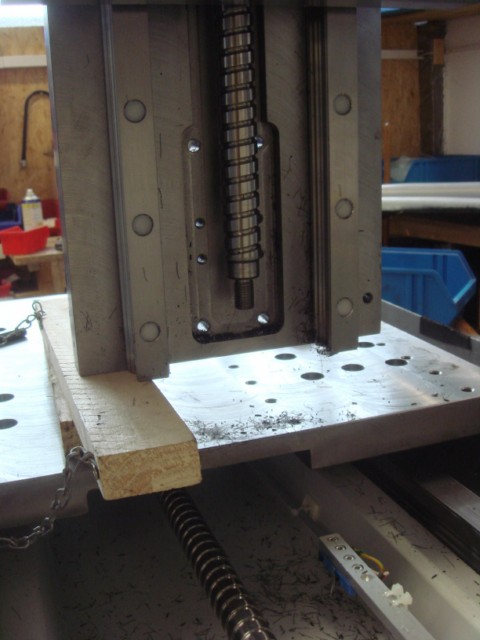
Dann die Frischluftzuführung.
Das Fenster vermessen was raus kommt.
 .JPG" alt="" width="" height="" border="0" /> .JPG" alt="" width="" height="" border="0" />
Eine Ersatzplatte zurechtsägen
.JPG)
mit einem kleinen Abstandsstück
.JPG)
und Winkel
.JPG)
das überlange Rohr wurde mit klebenband rundum markiert, und abgeflext.
.JPG)
der Rohrlüfter draufgeschoben..
.JPG)
ganz schöner Brummer.
.JPG)
und die Ersatzscheiben eingesetzt. Kabelkanal verlegt, und angeschlossen. Fertig
.JPG)
die Abluft holt sich die Luft in Zukunft direkt aus den Maschinen...
ich weis jetzt schon das das evtl. einen Schnupfen wegen Durchzug geben könnte.
|
|
|
|
|
Gespeichert
|
|
|
|
Andreoid
Stichsägenquäler
Karma: +1/-0
Offline
Geschlecht:
Beiträge: 60
|
So sah es dann nach ein paar Wochen Gebrauch aus:
(die Kabel bitte nicht beachten, die hingen da nur so provisorisch )

gearbeitet wurde mit der kleinen 0.75kw Elte.. das ist einfach nix,..
aber mit Pomspänen hat se gut die Maschine eingesaut (nur trocken gefräst)

Die Stahlplatten müssen alle wieder runter.. weil die zur Nachbearbeitung müssen.
Hier ist schon der T-Nutentisch, die kleine Spindel und die Kabel runter:

also auch Teile wie das Loslager lösen (hier schon nicht mehr vorhanden):
(zum GröÃenvergleich ein 180 groÃer André, in gebeugter Haltung) ..der Guss ist garnicht mal so klein 
sitz obendrauf und Demontiere die Platte, welche das Festlager der Z-Ku-Spindel hält.
(die haarfarbe bitte ignorieren , die kommt ab)

dadurch sind die Frontplatte ab

und dann kommen wir zum Teil, den ich schon beim zusammenbauen befürchtet hatte
Man bekommt die Kugelumlaufmutter nicht nach oben raus, weil die an den oberen beiden Wagen nicht vorbeikommen würde
|
|
|
|
|
Gespeichert
|
|
|
|
xonom
Modding MacGyver

Karma: +5/-0
Offline
Geschlecht:
Beiträge: 779

|
die maschine sieht doch ziemlich stabil aus, was genau soll denn nachgearbeitet werden und warum?
|
|
|
|
|
Gespeichert
|
|
|
|
|
|
Andreoid
Stichsägenquäler
Karma: +1/-0
Offline
Geschlecht:
Beiträge: 60
|
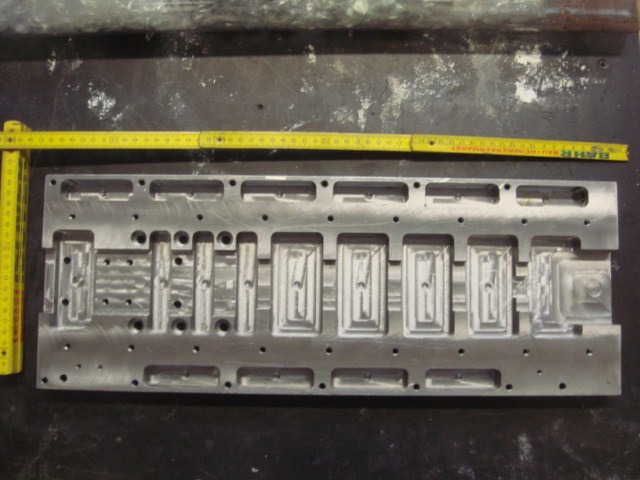
Wie angekündigt wird die XZ-Platte zum Abspecken gebracht.
hier kann man die Aussparungen sehen. Zwei Stück davon sind sogar komplette Durchbrüche.
Für die Bearbeitung habe ich meinen Kumpel, den Valle, besucht.
Bei der Stahlplatte wurde wegen den Durchbrüchen etwas Alu untergelegt.
Die Platte wurde ausgerichtet und festgespannt.
Als klein Hilfe und zur Vorsorge von Kollisionen habe ich die
Taschen schon mal mit nem Edding eingezeichnet.
Die benötigten MaÃe von dem 3D Teil eben ausgemessen.

Und rein damit in die Maho.

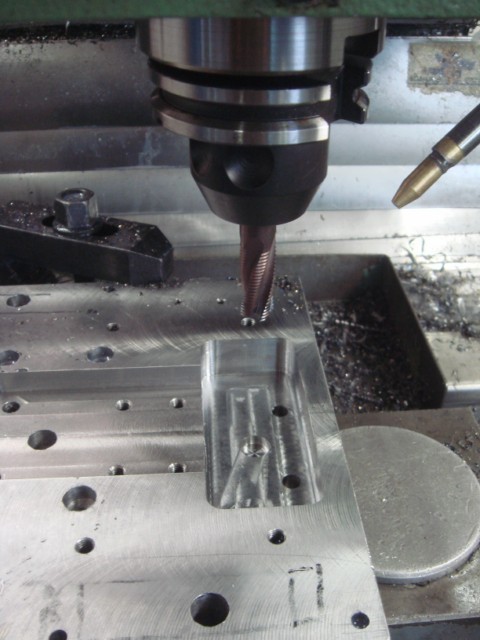
Alle Taschen wurden vorgebohrt.

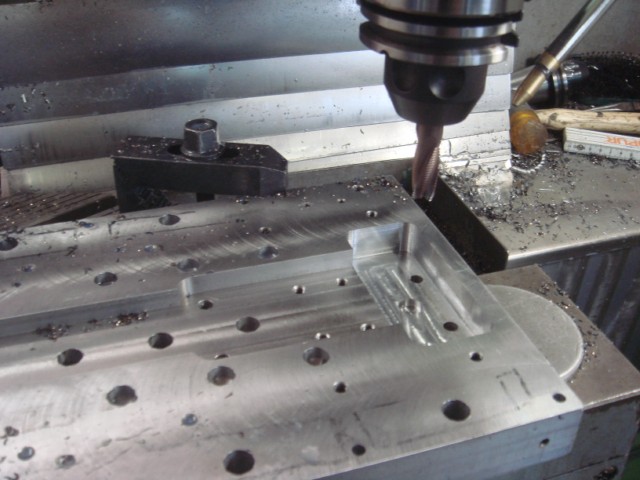
Und dann ausgeschruppt...
(Hartmetall Schruppfräser mit Druckluftkühlung)

hier mal das Video zur Bearbeitung: http://www.youtube.com/watch?v=cCNPXsaK_7w

Kurze Pause bei der letzen Taschen wegen Ãberlast

Fertig!
Gewicht vorher: 17,8Kg
Gewicht nachher: 13,5Kg
----------------------------
Gewicht gespart: 4,3Kg
im nächsten post zeige ich euch die Bearbeitung von der ZPlatte
achja,..als wenn 27mm stahl nicht reichen würde, hat die ZPlatte auÃerdem
seitlich noch 2 Platten zur Versteifung bekommen, welche auch mit der
waagerechten Platte verschraubt werden können:
|
|
|
|
|
Gespeichert
|
|
|
|
Andreoid
Stichsägenquäler
Karma: +1/-0
Offline
Geschlecht:
Beiträge: 60
|
jetzt die Bearbeitung der ZPlatte
wieder das gleiche Spiel...
Ausrichten, festmachen,..

anzeichnen,...

vorbohren,...

ausschruppen,... (der Fräser hat schon ein kleines Bisschen seiner Beschichtung einbüÃen müssen)
nichts verändert, andere Position
Späne!
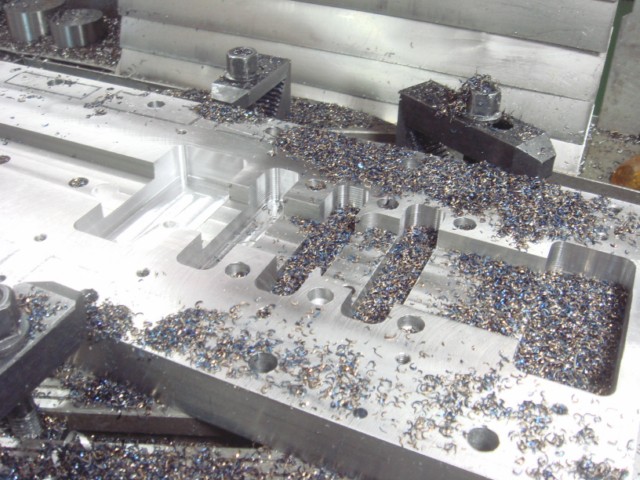
und die waren gut heiÃ

Fieà war, wenn so nen Schwall heiÃer Späne durch die Druckluft über die Kabine geweht wurde *autsch*

noch mehr Späne

Späne, Späne, Späne......Späne

die Spannpratze wurde nur "handfest" angezogen

dann nochmal rumdrehen, wieder einmessen, befestigen und die Passfedernut für die Spindel fräsen.

Dieses Mal mit Kühlschmiermittel, weil des ein HSS Fräser war.

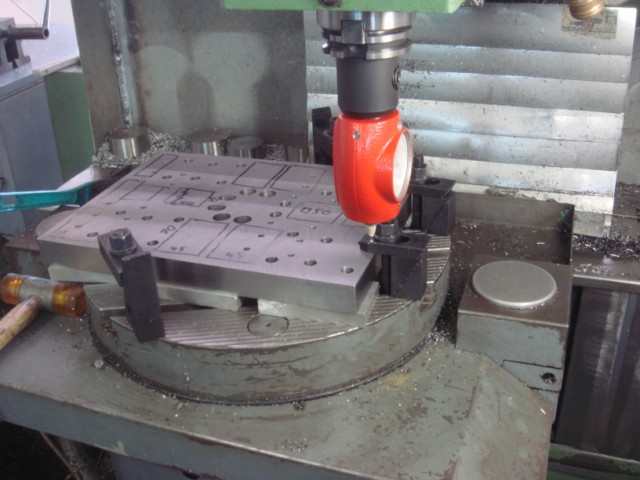
das hier ist übrigends das Maschinchen worauf die beiden Teile jetzt bearbeitet wurden

eine Maho MH500C mit 12mm Hartmetallfräser
Gewicht vorher: 21,7Kg
Gewicht nachher: 15,5Kg
----------------------------
Gewicht gespart: 6,2Kg
Insgesammt also 10,5 Kilo in Späne verwandelt.. na das ist doch was
10,5 Kilo die nicht mehr mitbewegt werden müssen!
(wobei da wieder ~4-6kilo durch die seitenteile hinzukommt ,.. die spindel wird auch nochmal ordentlich was wiegen -.-)
|
|
|
|
|
Gespeichert
|
|
|
|
Andreoid
Stichsägenquäler
Karma: +1/-0
Offline
Geschlecht:
Beiträge: 60
|
Leider schaffen wir es in letzter Zeit nicht mehr regelmäÃig neue Beiträge zu schreiben, da unsere Hochschulen uns die Zeit klauen.
Ich schreibe noch die nächsten 3 Monate an meiner Bachelor Arbeit, und Finn muss auch ordentlich Zeit in das Studium investieren.
Wir werden trotzdem versuchen zumindest alle 14 Tage etwas neues zu posten.
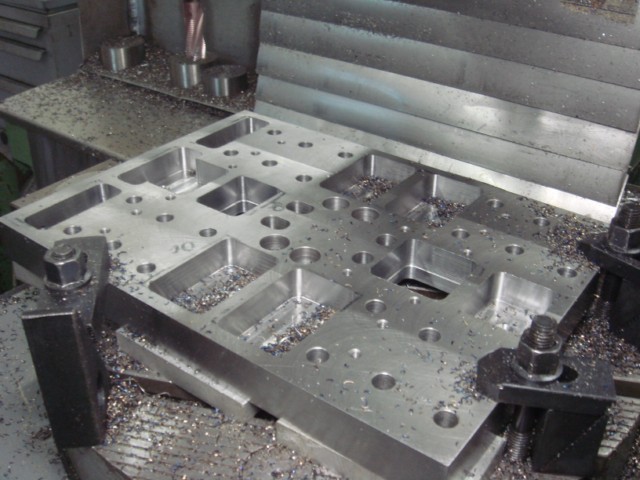
Nach der Abspeckaktion (letzter post zum CNC Baubericht) sahen die Platten so aus:
Z-Achsenplatte Vorderseite

Z-Achsenplatte Rückseite
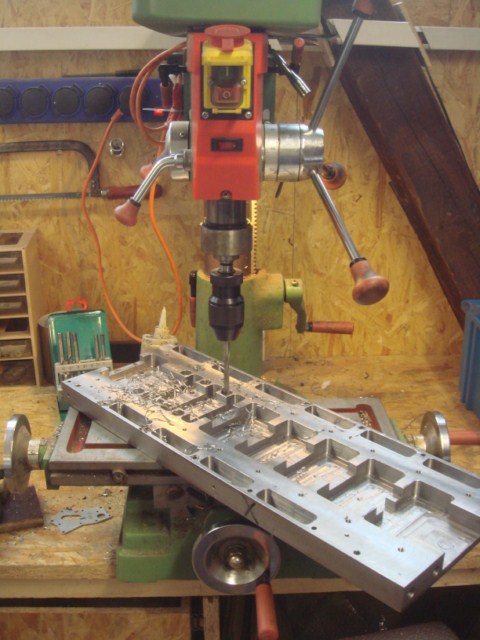
Als nächstes mussten auf der manuellen Fräse die Löcher von Hand durchgebohrt werden.
Beide Platten wurden dann bei einem örtlichen metallverarbeitenden Betrieb zum Flachschleifen abgegeben.
Wenn sich einer über das Thema informieren möchte Schleifen (Fertigungsverfahren)
So ähnlich sah die verwendete Flachschleifmaschnine aus:

Nach gut einer Woche konnten wir die fertig bearbeiteten Platten wieder abholen. Hier die X-Y-Platte.

Wie an Weihnachten

Sehr schön zu sehen ist das feine Schleifmuster. Die Platten weisen jetzt eine
Planparralelität von kleiner 0, 5 µm auf

als nächstes werden wir über das Montieren berichten.
|
|
|
|
|
Gespeichert
|
|
|
|
Andreoid
Stichsägenquäler
Karma: +1/-0
Offline
Geschlecht:
Beiträge: 60
|
Nach dem erhalt der geschliffenen Platten musste jetzt natürlich wieder alles montiert werden. Das ist bei so engen Toleranzen eine Kunst für sich.
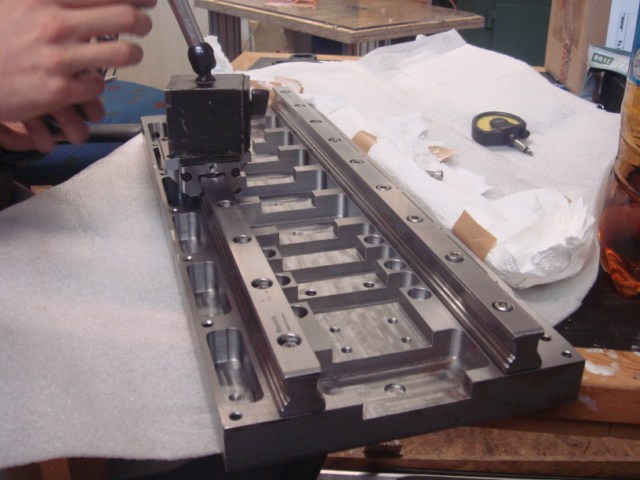
Als erstes wurde auf der geschliffenen Z-Platte eine Linearfürung locker montiert. Dann mit einem 500mm Haar Lineal (Genauigkeit 00), mit dem Lichtspaltverfahren auf Verbiegungen geprüft. Nach mehrfachem nachjustieren der Schiene waren wir mit der Geradheit zufrieden.
Das Wichtigste bei der 2. Schiene war es, dass sie parallel zur ersten Schiene montiert wird. Dieses Maà sollte nachher kleiner als ein Mikrometer sein, da es sonst zu einer stärkeren Rollreibung der festgeschraubten Wagen kommt.
Dieses Maà wird durch die schwarz-gelbe Messuhr, die man im Hintergrund sieht, sichergestellt. Sie ist mit einer Anzeige von +/- 50 µm und einer Skaleneinteilung von 0,001mm (1µm) sehr genau.
Mit dem Messschieber konnte der richtige Schienenabstand an der ersten Schraube gemessen werde. Dann wurde die Schiene leicht angezogen. Mit Hilfe der Messuhr konnte nun die 2. Schiene, Schraube für Schraube, montiert werden.
Hier ein Bild von diesem Arbeitsschritt:
Gegen Dreckeinlagerungen wurden Stopfen über den Schrauben reingedrückt. Zusätzlich minimieren diese den Verschleià der Dichtlippen an den Linearwagen.

Um die Schienen zu schonen wurde eine Makrolon Stückchen beim "Reinkloppen" verwendet.
Ein direkter Schlag auf die Schiene würde einen unwiederruflichen Knick hervorrufen.

Das fertige Endresultat:

demnächst geht es mit der Montage der Zentralschmierung weiter.
|
|
|
|
|
Gespeichert
|
|
|
|
Andreoid
Stichsägenquäler
Karma: +1/-0
Offline
Geschlecht:
Beiträge: 60
|
Diesmal wollen wir alles richtig machen, um die Stahlplatten nicht noch einmal demontieren zu müssen. Daher kriegen die alle beweglichen Teile (Wagen, Lager...) einen FlieÃfettanschluss.
Zu erst wollten wir es mit einer Zentralschmierung (automatisch angesteuerte Fettpumpe mit einem Fettreservoir) erreichen. Nach dem Schmierinterevall der Schienen/Wagenhersteller müsste man die Führungen alle 100 gefahrenen Kilometer schmieren. Bei unserer hobbymäÃigen Nutzung hätte das zur Folge, dass das Fett bei einer langen Leitung von der Pumpe mehrere Jahre in den Leitungen verbringen müsste. Den Plan mit der Zentralen Sammelstelle und der Pumpe haben wir dann wieder verworfen.
Wir haben dann mehrere Schmierstellen geplant, von denen dann kurze Leitungen zu den Kugelumlaufwagen/Spindeln/Lagern führen.
Je nach den zurückgelegten Wegen der Maschine muss dies ein bis zweimal im Jahr mit einer Handfettpresse nachgeschmiert werden.
Verwendet wurden spezielle Hydraulikschläuche, die bis 250 bar zugelassen sind, mit passenden Verschraubungen. Ein kleiner Vergleich zur Wasserkühlung: Hier ist der 10ner Pur Schlauch nur bis maximal 7 bar zugelassen, PVC Schlauch hält noch deutlich weniger aus.
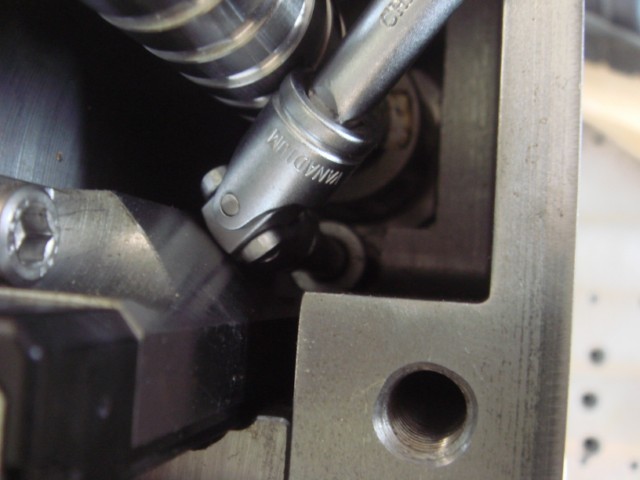
Am Anfang sah alles noch recht Ãbersichtlich aus:
Hier haben die X-Kugelumlaufmutter, 4 Wagen und das Festlager schonmal Verschraubungen mit einem Stückchen mit Fett gefülten Hydraulikschlauch bekommen.

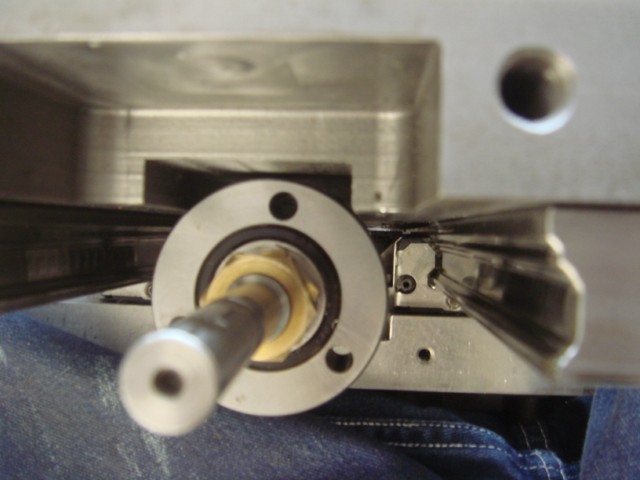
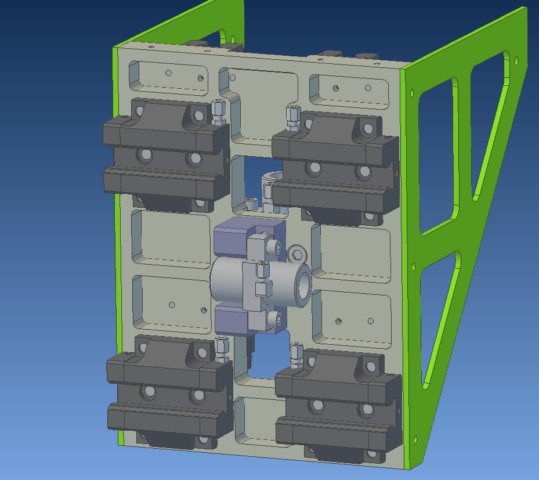
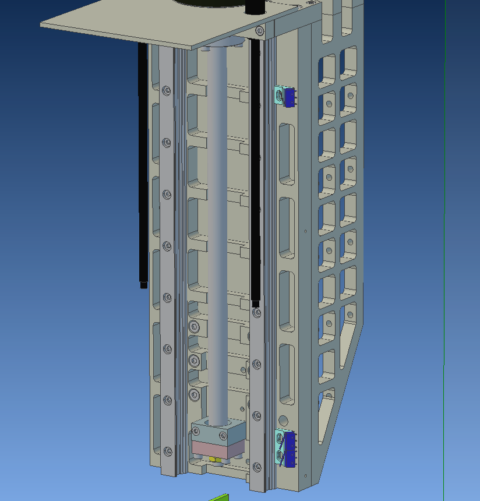
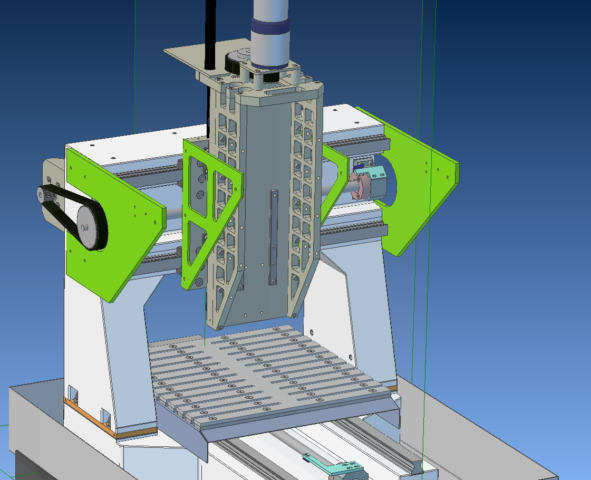
Ein Screenshot aus dem CAD-Programm: Die Z-Achsen Kugelumlaufmutter (hier gelb) muss natürlich auch geschmiert werden.
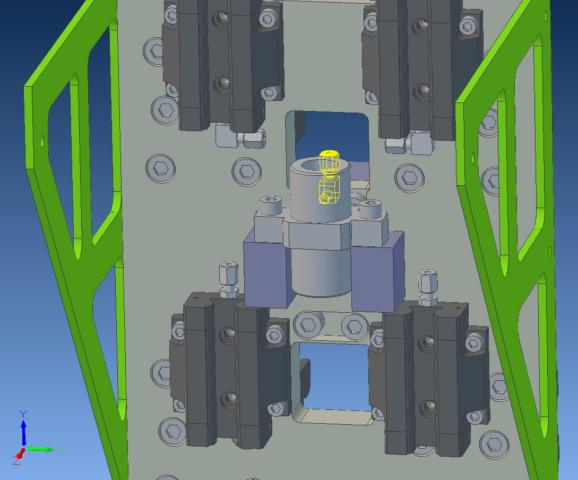
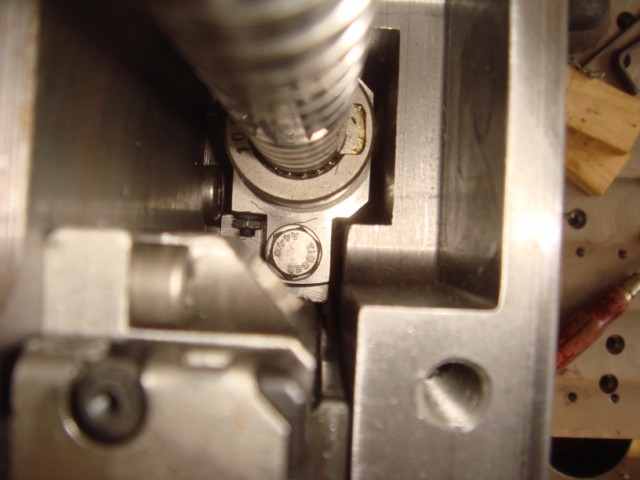
Wie bei allen ersten Konstruktionen wurde auch bei uns nicht an alles gedacht.
Der Platz für den Fettverteilerblock ist nur sehr/zu knapp bemessen gewesen.
Dank Feile und Drehbank konnten einige der Verschraubungen noch verkleinert werden, um in dieser knappen Konstruktion mit keinen anderen Bauteilen zu kollidieren.

Da kommt von der X-Z-Platte noch gut was zusammen. Die Anschlüsse in den roten Kreisen, + die vier Wagen auf der Rückseite.
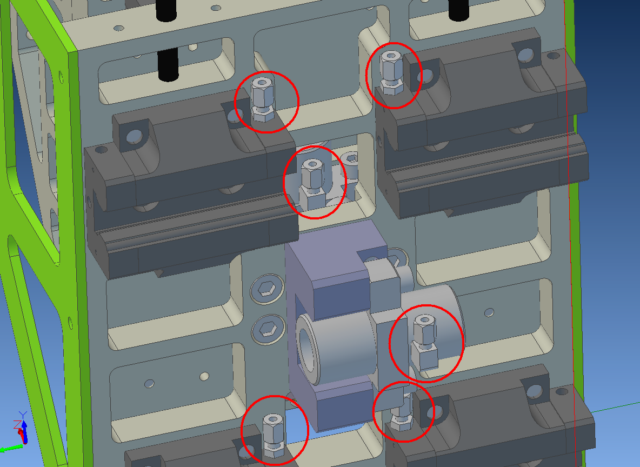
oben alles durchgefädelt (geschläuchelt)
und für eine Woche Pause abgeknickt und verschlossen (wir arbeiten an der CNC meist nur am Wochenende). Das Bild wurde "nach" der Woche Pause gemacht, und man sieht schon dass einer der Schläuche leer gelaufen war -.-

An dem Verteilblock aus Alu alles angeschlossen.
Der hat von links und rechts noch zwei Querbohrungen, dort werden dann jeweils vier Anschlüsse für die Wagen zusammengefasst. Die beiden in der Mitte sind für die Z und X Kugelumlaufmutter.

So das war es erst mal wieder von uns.
Die nächsten Bilder kommen bestimmt
|
|
|
|
|
Gespeichert
|
|
|
|

|